
1 第四代篦冷机的主要性能特点
目前水泥熟料冷却机主要采用篦式冷却机,经不断优化改进,篦式冷却机已经历了富勒型篦冷机、厚料层篦冷机、控制流篦冷机、推动棒式篦冷机四代革新推进。第四代推动棒式篦冷机与前面三代的主要区别在于:(1)采用机械风量调节阀(MFR),使之能根据篦板上熟料层阻力变化,自动灵敏地调节阀的阻力,使得熟料层加篦板阻力之和维持恒定,达到通风量恒定,最终达到整个篦床上冷却空气均匀分布;(2)前三代篦冷机的篦板要同时承担熟料冷却和输送,第四代篦冷机是由推料棒担任熟料输送任务,篦板只担任冷却任务,因此整个篦床是固定的,因而使用中不用维护篦板间隙,也没有漏料,且装配制造简单,维护成本低,设备运转率高,设备热效率高等。
2 机械风量调节阀设计
第四代篦冷机的机械风量调节阀带有一块能够灵活摆动的阀板,它通过篦板和熟料层的冷却空气及自身重力的综合作用,实现自动关闭和打开。当熟料层阻力较大、冷却风较小量时,阀门自动打开,使篦板阻力降低,使冷却风量增大;而当熟料层阻力较小、冷却风量较大时,阀门自动关闭,使篦板阻力增大,冷却风量降低,达到冷却风量恒定的效果。目前国内出现了多种机械风量调节阀,大部分都是基于阀板上下部之间的冷却空气压力差和阀板自身重力对支点的力矩平衡原理来设计的。
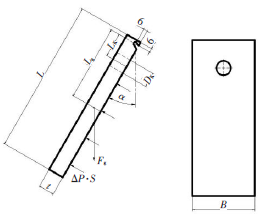
图1 阀板结构尺寸图
阀板结构尺寸见图1。由图1可见,阀板宽度B和厚度t,其重量Fg,相对悬挂点摆动,阀板重心到悬挂点O的距离为Lg,阀板相对垂直线倾斜α角。因此重力Fg对悬挂点O产生的力矩MO为:
MO=FgLgsinα (1)
另,阀板上作用有冷却空气压力,则空气压力推动阀板对悬挂点O产生力矩为:
 (2)
(2)
公式(2)中:L—阀板长度;DK—阀板常开通风孔直径;LK—阀板常开通风孔中心到悬挂点O的距离;ΔP为动压力降,MPa,见公式(3)。
 (3)
(3)
公式(3)中,g—重力加速度;γ—空气质量密度,1.2kg/m3;SFB—阀板承受风压的面积,SFB=LB,L—阀板长度,B—阀板宽度;QBB—每块篦板所需空气量(标况),m3/min。
整理以上三式即可得MFR通风孔面积为阀板摆动角度的函数,解此函数,即可设计出合适的MFR。
或:
机械风量调节阀具有调节冷却风量的作用,通过设计计算,可以设计出任何气流特性曲线的机械风量调节阀。然而经验表明,最有利的是根据操作和热效率要求去设计两种不同气流特性曲线:(1)不管工艺过程状态如何而具有恒定的气流量;(2)具有累进的气流量。第(1)种特性曲线可满足在遍布冷却机最大面积要求恒定的流量调节阀,使得可以保证冷却机稳定操作。但在某些情况下,随着季节变化,大气温度有大的变化,则客观要求使用能够变化(或者是累进的),特别是靠近冷却机卸料端要求采用累进式,从而能将熟料温度保证总是处于最佳,这是第(2)种特性曲线的功能。
图2是一台气流量(标况)恒定为60m3/(m2?min)的机械风量调节阀的气流特性曲线。从图2可知,不管工艺过程中熟料层厚度发生如何变化,由于机械风量调节阀的调节作用,使得每分钟通过单位面积篦床的冷却空气流量(标况)恒定为60m3/(m2?min)。
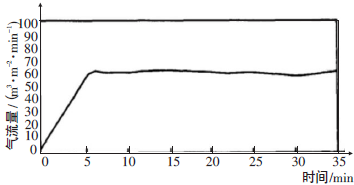
图2 气流量(标况)恒定为60m3/(m2?min)的MFR的气流特性曲线
采用这种机械风量调节阀的好处是:设计者可以根据经验或者采用虚拟样机模拟得到的数据,根据篦冷机内部各区域熟料层厚度不同、温度不同,以及由于侧壁的作用,边部的熟料运动效率不高等情况,综合考虑,确定哪些区域的冷却空气流量要大一些,哪些区域的空气流量要小一些。这样就可以通过不同型号的机械风量调节阀来实现不同区域有不同的冷却空气流量。这样的冷却效果应该是最理想的冷却效果,可以大幅提高篦冷机的热效率和冷却效率。由于采用机械风量调节阀来调节冷却空气的风量,使得二次风、三次风的风量和温度都比较稳定,这样也有利于整个烧成系统的稳定。
3 篦冷机内部各区域风量分配浅析
评价一台篦冷机性能的优劣通常采用以下指标:(1)热效率要高。目前第四代篦冷机(推动棒式)的热效率一般在75%~80%。(2)冷却效率要高。冷却效率一般在90%~95%。(3)篦冷机及其附属设备电耗要低。(4)投资少,磨耗小,设备运转率高等。
其中:要提高篦冷机的热效率和冷却效率,就要了解篦冷机内部熟料的分布和运动情况。只有这样,才能更好的根据熟料分布和运动情况来分配冷却空气量,才能最大幅度地提高篦冷机的热效率和冷却效率。
我院根据多年篦冷机的设计研究和虚拟样机试验,得出第四代篦冷机内部熟料温度分布和冷却空气量分配如下:(1)阶梯区,在窑口落料区域温度最高,熟料最多,可以考虑多分配一些冷却空气量。从落料区向两边部温度逐渐降低,可适当减少冷却空气分配量。(2)水平段,顺着熟料流向,由于熟料温度逐渐降低,冷却速度和冷却效果逐渐降低,空气分配量可逐渐减少。但在每个风室划分阶段,由于边部的熟料运动受篦冷机边部壳体的摩擦,运动速度要慢一些,可以考虑较中部少分配一些冷却空气量。
冷却空气量这样的分配,都可以通过机械风量调节阀来实现,因为机械风量调节阀有恒定的气流量。比如:通过热平衡计算,出篦冷机内A区域需要风量(标况)为60m3/(m2?min),则可在该区域装上型号为60m3/(m2?min)的机械风量调节阀,就可使该区域风量(标况)恒定在60m3/(m2?min),使得篦冷机的操作很稳定。同理通过热平衡计算,可确定出整个篦冷机内部各个区域的冷却风量的需要量,再配置相应规格的机械风量调节阀,就可实现熟料的有效冷却和篦冷机的稳定操作。
4 结语
热效率高、能耗低、运转率高是评价第四代篦冷机优劣的主要性能指标,要实现这三项高性能指标,有以下三个技术途径。(1)采用机械风量调节阀控制冷却空气流量;(2)根据篦冷机内部区域熟料温度的分布情况来配置冷却空气量;(3)采用推料棒来输送熟料,篦板冷却熟料的方式。其中途径(1)和(2),可使得第四代篦冷机有较高的热效率和较低的能耗;而途径(3),可使得第四代篦冷机故障率低、运转率高。所以在设计第四代篦冷机时,应着重要考虑上述三个途径的应用,以不断地提高篦冷机的热效率、运转率,降低运转能耗。
本文链接:http://www.dubola.cn/case/5d3a9c887d8fe50448825550